关键词 |
茂名消除应力设备,消除应力设备参数,广东消除应力设备,消除应力设备厂家电话 |
面向地区 |
全国 |
经过振动时效处理的铸件两个月后变形量小,尺寸稳定所需时间短。另外,振动时效具有节能、环保、等特点,与自然时效和热时效相比具有明显的性。运用振动时效有助于企业降低成本、提高生产力、增强产品竞争力,资源节约型、环境友好型社会积极倡导。
振动时效的本质是以振动的形式对工件施加附加应力。 附加应力和残余应力叠加后,当达到或超过材料的屈服极,工件会发生微观塑性变形,然后降低化工零件内的残余应力,使其尺寸精度稳定。
金属在铸造、锻造、焊接、切割和使用过程中,由于冷热和机械变形的作用,在工件中产生残余应力,使工件处于不稳定状态,降低了工件的尺寸稳定性和机械物理性能,导致工件在执行过程中产生应力变形和失效,尺寸精度无法。振动时效焊接技术应用于各行各业。随着振动时效设备技术的不断拓展,经济效益越来越显著,应用范围也在不断扩大。如果能完全适应现代工业社会的力量和环保的要求,会有更广阔的发展空间。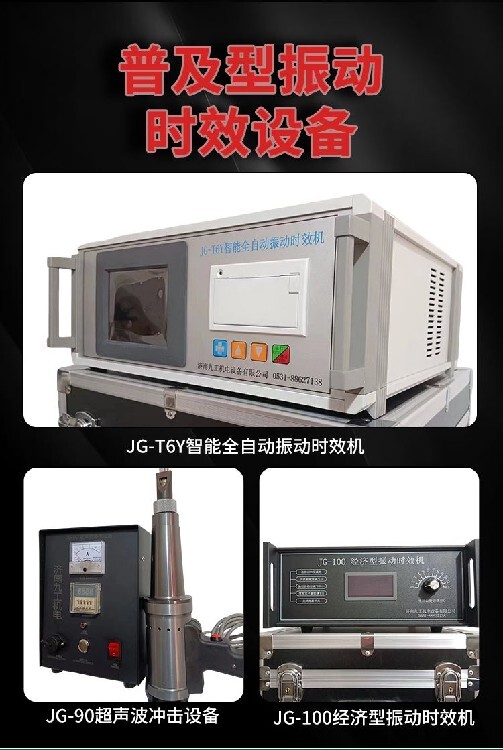
振动时效技术机理
在材料的机械或热加工过程中,由于不同部位的力和热程度不同,不均匀的塑性变形(包括温度等引起的不均匀的体积变化) (在材料内部产生应力的各种因素不存在的情况下)、外力消除、温度均匀的情况下等)残余应力是材料学研究 残余应力的存在不仅会对材料的疲劳强度和尺寸稳定性等产生不良影响,而且为了改善材料的性能,还会在材料表面人为地引入压应力。
超声波消除应力工作原理
超声冲击是一种消除工件表面或焊缝区的残余拉应力,并在工件表面形成压应力的方法。可显著提高焊接接头的疲劳寿命和疲劳强度。焊后处理焊趾部位,使之平滑过渡,从而降低余高造成的应力集中,消除焊趾表面的缺陷;同时在焊趾处产生较大的压缩塑性变形,产生了残余压缩应力,调整了焊接残余应力场,并使焊趾部位得到强化和硬化。以上多方面因素有效地改善了焊接接头的疲劳性能。
超声波消除应力设备处理效果
大量实验数据表明,超声冲击可使钢制焊接接头的疲劳强度提高60~180%,疲劳寿命延长10~135倍;使铝、钛有色金属焊接接头的疲劳强度提高26~48%,疲劳寿命延长5~45倍。
超声波消除应力
超声波冲击消除应力技术是目前焊接应力消除有效的方法,应力消除率热处理和振动时效处理,高可达到100%,针对焊接焊缝,进行超声波冲击处理,不但能消除残余内应力,而且可以延长焊接区得疲劳寿命和强度,减少应力腐蚀开裂的可能性,提高抗脆裂性和增强材料强度。
超声波消除应力方法:
消除应力普遍的解决办法是进行热时效处理,但热时效同时存在许多方面的问题,比如需要处理的工件尺寸超过时效炉的大处理范围,时效过程中升降温速度难以控制等,而且热时效的成本非常高,运输也较为繁琐。超声冲击焊缝技术的应用解决了热时效存在的诸多问题,可就地针对焊缝进行时效处理,不需要更换场地,而且大大降低了时效成本,改善了时效效果的不确定性。
超声波消除焊接应力特点
超声冲击去除应力方法适合焊接应力(焊接过程中产生的应力)。 超声冲击技术的特点是单位时间内输入能量高,实施装置的比能量(输出能量与装置质量之比)大。振动处理频率可高达18KHZ-27KHZ,振动速度可达2m/s-3m/s,加速度高达重力加速度的三万多倍,高速瞬时的冲击能量使被处理焊缝区的表面温度以的速度上升到600℃,又以极快的速度冷却。这种高频能量输入到焊缝区表面后,使能量作用区的表层金属的相位组织发生一定的变化。 使焊缝区的金属表面层内的拉伸残余应力变为压应力,从而能大幅度地提高结构的使用疲劳寿命。 表面层内的金属晶粒变细,产生塑性变形层,从而使金属表面层的强度和硬度有相应的提高。 改善焊趾的几何形状,降低应力集中。 改变焊接应力场,明显减少焊接变形。
超声波冲击设备冲击频率:
超声冲击设备利用大功率的能量推动冲击头以每秒约2万次以上的频率冲击金属物体表面,高频、和聚焦下的大能量使金属表层产生较大的压缩塑性变形,同时超声冲击改变了原有的应力场,产生有益的压应力。高能量冲击下金属表面温度极速升高又迅速冷却,使作用区表层金属组织发生变化,冲击部位得以强化,应力得以消除或均化。
| 主营行业:电工仪器仪表 |
| 公司主营:振动时效仪,超声波冲击设备,时效振动仪,振动去应力机 |
| 主营地区:全国 |
| 企业类型:有限责任公司(自然人独资) |
| 注册资金:人民币500000万 |
| 公司成立时间:2014-06-16 |
| 员工人数:小于50 |
| 经营模式:服务型 |
| 最近年检时间:2016年 |
| 登记机关:济南市天桥区市场监督管理局 |
| 经营范围:机械设备(不含特种设备)的组装、批发、零售;电子设备、仪器仪表(不含医疗器械)的批发、零售。(依法须经批准的项目,经相关部门批准后方可开展经营活动) |
| 公司邮编:250000 |
| 公司电话:0531-88627138 |