关键词 |
上海超声冲击设备,超声冲击设备参数,松江超声冲击设备,超声冲击设备型号 |
面向地区 |
全国 |
JG-90 超声波冲击设备功能简介:
★数字化动态显示电流频率,直观体现时效过程。
★时间预设功能,更易掌握冲击速度,提高操作规范。
★设置音频按钮,做到时效处理双开关,降低操作者工作强度。
★报警指示灯,的稳频、恒幅控制电路,过热、过载保护能,完全排除现场操作的危险性。
★工件焊接应力消除率可达到并产生理想压应力,是目前国内外消除焊接残余应力的理想设备。
★工具头,采用钢材,结构紧凑,不易损坏。内部加装变幅杆保护垫,大大延长变幅杆的使用寿命。
★ 可提高焊接接头疲劳强度50%-120%,疲劳寿命延长5-100倍。
★ 不受工件形状、结构、材质、重量、板材厚度、场地之限制。
超声波冲击设备应力消除简介
消除焊接残余应力并产生出理想压应力的时效方法(各种消除残余应力的情况如下:振动时效30~80%、热时效40~80%、超声冲击时效80~100%)。
超声冲击(UIT/UP)技术由世界的乌克兰Paton焊接研究所在1972年早提出,并由Paton焊接研究所和俄罗斯“量子”研究院共同开发成功,早用于前苏联海军船只的降低焊接残余应力,引入有益的压应力。1974年,Polozky等人公开发表了将超声冲击技术应用于消除焊缝残余应力的文章。在高能超声(HPU)领域,超声冲击技术成为了一个很有前途的研究方向,并且应用范围已延伸到各种材料、构件及焊接单元。
到目前为止,超声冲击技术在俄罗斯、乌克兰、法国、日本、挪威、瑞典、加拿大及美国等国的铁路、海洋工程、汽车、装甲车辆、重型工程机械、机械零部件、飞机、桥梁、机车车辆、石油管线、化工机械设备等诸多领域均有所应用。
超声波消除应力方法:
消除应力普遍的解决办法是进行热时效处理,但热时效同时存在许多方面的问题,比如需要处理的工件尺寸超过时效炉的大处理范围,时效过程中升降温速度难以控制等,而且热时效的成本非常高,运输也较为繁琐。超声冲击焊缝技术的应用解决了热时效存在的诸多问题,可就地针对焊缝进行时效处理,不需要更换场地,而且大大降低了时效成本,改善了时效效果的不确定性。
超声波消除焊接应力特点
超声冲击去除应力方法适合焊接应力(焊接过程中产生的应力)。 超声冲击技术的特点是单位时间内输入能量高,实施装置的比能量(输出能量与装置质量之比)大。振动处理频率可高达18KHZ-27KHZ,振动速度可达2m/s-3m/s,加速度高达重力加速度的三万多倍,高速瞬时的冲击能量使被处理焊缝区的表面温度以的速度上升到600℃,又以极快的速度冷却。这种高频能量输入到焊缝区表面后,使能量作用区的表层金属的相位组织发生一定的变化。 使焊缝区的金属表面层内的拉伸残余应力变为压应力,从而能大幅度地提高结构的使用疲劳寿命。 表面层内的金属晶粒变细,产生塑性变形层,从而使金属表面层的强度和硬度有相应的提高。 改善焊趾的几何形状,降低应力集中。 改变焊接应力场,明显减少焊接变形。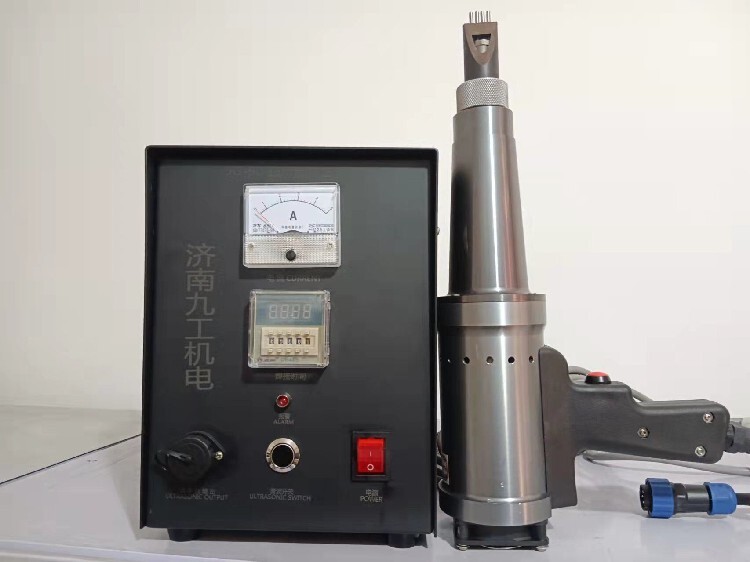
质量方针:
以质量求生存,以诚信求发展,造产品,送服务。努力实现产品的和零缺陷,向顾客提供的合格产品。
服务承诺:
1、接到用户来电来函后,在2小时内作出实质性响应,在设备保修期期间出现故障的,省内不迟于24个小时、跨省不超过48小时内到达用户现场连续进行维修,直至故障完全排除,设备完全恢复正常为止。
2、 设备在用户投用前,我公司将派出技术人员进行培训指导,直到操作者熟练操作认可为止。
3、 保修期内,我们将定期回访用户,回馈产品使用情况,帮助用户解决使用上、维护上的技术问题。
4、 质保期后所需零部件按优惠价格供应。
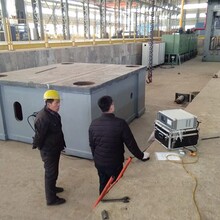
冲击枪应用领域:对焊接处的稳定性和强度方面要求较严格的行业。如:桥梁,电力;造船;压力容器,钢结构等行业的金属焊接处理。

全国超声冲击设备热销信息