济南九工机电设备有限公司
 第11年
第11年

 第11年
第11年 
第11年

来源:济南九工机电设备有限公司 时间:2024-11-08 14:04:26 [举报]
振动时效工艺采取共振原理:
振动时效设备,利用高频振动消除应力,高频振动通过一定的频率跟一定的周期规律性的振动,促使工件内部残余应力晶体移位降低应力高点的应力,使得整体应力降低到应力平衡点。
振动时效技术适用范围:
振动时效适应于碳素结构钢、低合金钢、不锈钢、铸铁、有色金属(铜、铝、锌及其合金)等铸件、锻件和焊接件及其机加工件。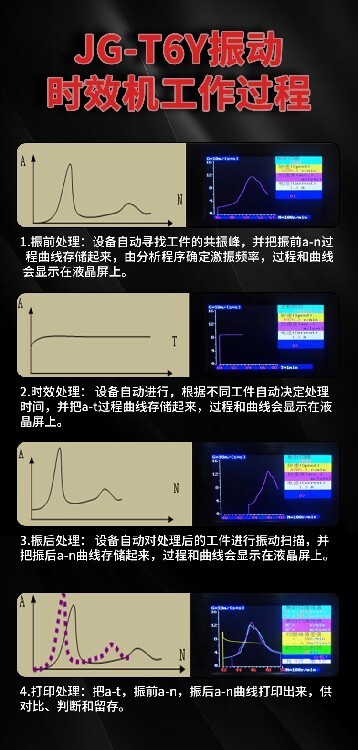
振动时效处理工艺各种参数
振动时效重要的工艺参数为:激振频率、激振力、实效时间、激振器及拾振器的装夹位置。任何设备均不可预知构件的时效要求,更不可能判定构件的有效振型从而确定合理的时效参数。只有操作人员根据时效要求,观察构件的各阶振型,选择有效的工艺参数。采用手动工作方式,可快速了解构件的特性,选取合理的激振及拾振位置,确定的激振频率和激振力。同时,为了满足批量构件及简单构件的时效要求,被系统增设了手动时效功能,可自动绘制时效曲线及相关数据,为产品检查提供宏观依据,时效时间可在线任意调整。
振动时效工艺过程:
1、 振前处理:设备自动寻找工件的共振峰,并把振前a-n过程曲线存储起来,由分析程序确定激振频率,过程和曲线会显示在液晶屏上。
2、 时效处理: 设备自动进行,根据不同工件自动决定处理时间,并把a-t过程曲线存储起来,过程和曲线会显示在液晶屏上。
3、 振后处理: 设备自动对处理后的工件进行振动扫描,并把振后a-n曲线存储起来,过程和曲线会显示在液晶屏上。
4、 打印处理:把a-t,振前a-n,振后a-n曲线打印出来,供对比、判断和留存。
铸造应力的消除
冷却后的铸件若残留有较大的内应力,或对尺寸稳定性要求较高的铸件,可用消除内应力的方法处理。
1.自然时效。将铸件露天放置半年至一年多,可以自然但非常缓慢地变形,使残留应力松弛或大部分消除。虽然不需要任何附加设备,但生产周期长占地面积大,而且消除残留应力不。但这种方法时间久,效率低,不能满足市场需求,已经逐渐被淘汰。
2.加热时效。将铸件加热到合金的弹塑性状态的温度范围,保持一段时间,待应力消失后,再缓慢冷却到常温。这种方法工艺复杂,需要根据工件的结构、材料等进行不用的冷却温度、冷却速度、保温时间等参数的选择,一个参数处理不好就会导致去应力失败,甚至降低强度。
3.振动时效。将工件安置到平台上进行振动时效处理30-40min,可以消除30%以上的应力,能有效降低应力峰值,有效防止变形。这种方法周期短、灵活性好、环保,还会增强工件强度,是值得推广使用的一种方法。
什么是振动时效?
振动时效,是用振动时效设备,按照振动时效技术国家标准,使金属工件在半小时内,进行数万次较大振幅的亚共振振动,产生微观塑性变形,释放残余应力,防止应力变形的革命性时效高新技术,广泛用于铸件、焊件和机械加工件等工件的时效处理。
标签:宁波振动时效仪,振动时效仪厂家电话,浙江振动时效仪,广州振动时效仪







