江苏南通振动时效仪厂家电话



- 面议
- 2024-06-29 07:09:26
- 振动时效仪,振动时效设备,振动时效装置
- 张亮 13791031859
- 济南九工机电设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
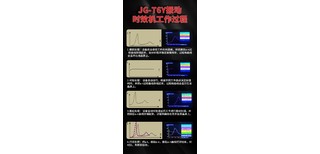
振动时效工艺过程:
1、 振前处理:设备自动寻找工件的共振峰,并把振前a-n过程曲线存储起来,由分析程序确定激振频率,过程和曲线会显示在液晶屏上。
2、 时效处理: 设备自动进行,根据不同工件自动决定处理时间,并把a-t过程曲线存储起来,过程和曲线会显示在液晶屏上。
3、 振后处理: 设备自动对处理后的工件进行振动扫描,并把振后a-n曲线存储起来,过程和曲线会显示在液晶屏上。
4、 打印处理:把a-t,振前a-n,振后a-n曲线打印出来,供对比、判断和留存。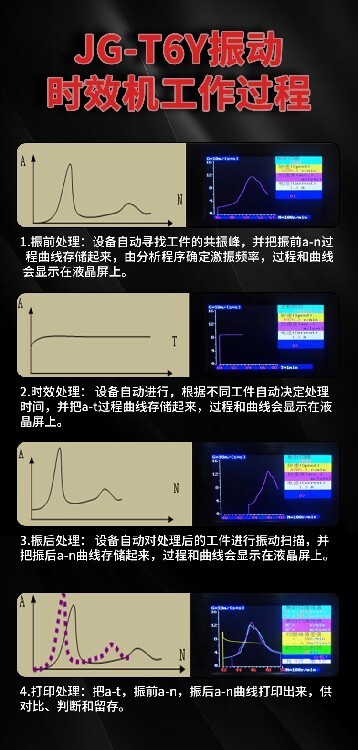
JG-T6Y全自动振动时效控制器简述:
液晶全自动控制系统是整套设备的,振动时效设备主要的组成部分。附带工业显示器和嵌入式打印机。工业显示器可现实设备运行中的动态数据变化以及设备自身数据。工艺过程中的曲线变化和设备操作中出现的疑难问题也将由显示器现实出来,用户可得到直观了解。经过技术人员的不断研发改进,振动时效控制器实现了振动时效过程的全自动化,能自动确定扫频范围,自动选择恰当的时效频率进行时效处理,自动快速和科学的检测振动时效工艺效果。
消除工件残余应力的方法有三种,即自然时效、热时效和振动时效。
自然时效是将工件放在露天地,经风吹、日晒、雨林等大自然半年或一年甚至更长的时间来消除残余应力的方法。在工件尺寸稳定性上要好于热时效和振动时效,同样缺点也很明显,比如:1、生产周期太长,2、积压资金,3、占用场地。
热时效是给工件不断加温,升到一定温度后再保温一段时间然后降到室温。工件经过温度的变化残余应力就被消除了。热时效效果虽好但受工件的尺寸、形状以及材质(比如不锈钢产品)等很多因素的影响。
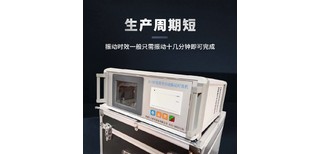
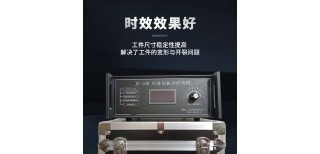
振动时效是现在比较常用的一种消除工件内部残余应力的方法。它是通过共振的力量使工件内部的残余应力得到消除和均化,终达到尺寸的稳定性。相比自然时效和热时效,振动时效的特点比较明显:1、生产周期短,振动时效一般十几分钟。2、节能环保。3、投资少,一次投资终生享受。4、使用方便,操作简单,不受工件材质、形状和大小的影响,
振动时效设备的实质是以共振的形式给工件施加附加动应力,当附加动应力与残余应力叠加后,达到或超过材料的屈服极,工件发生微观或宏观塑性变形,从而降低和均化工件内部的残余应力,并使其尺寸精度达到稳定 。
振动时效机对于消除焊接、铸造应力的效果是非常显著的,在国内外有着几十年的发展和应用,在工件的铸造、焊接、锻造、机械加工等制造过程中,工件内部会产生残余应力。残余应力的存在必然会导致工件变形、开裂,严重影响了工件的尺寸稳定性,降低工件的疲劳寿命。
振动时效设备是一种通过共振原理,对金属构件的内应力进行消除、均化的应力消除设备。经过多年发展,已成为机械加工制造业不可或缺的产品。致力于金属残余内应力的消除和检测,研发和生产消除应力设备和检测应力设备。其中包括振动时效设备、超声波冲击设备、应力检测仪。
- 振动时效仪,振动时效设备,振动时效装置
- 振动试验机
- 张亮



