上海南汇超声冲击设备价格






- 面议
- 2024-11-17 13:18:25
- 超声冲击设备,超声波冲击设备
- 张亮 13791031859
- 济南九工机电设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
超声波焊接应力消除设备的基本原理
超声波焊接应力消除设备的基本原理就是利用大功率超声波推动冲击工具以每秒二万次以上的频率冲击金属物体表面,由于超声波的高频、和聚焦下的大能量,使金属表层产生较大的压缩塑性变形;同时超声波焊接应力消除设备波改变了原有的应力场,产生一定数值的压应力;并使被冲击部位得以强化。
所以超声波焊接应力消除设备能够显著提高金属焊接接头及结构的疲劳强度,大幅度延长其疲劳寿命;消除残余拉应力,并使被冲击部位产生压应力,从而提高工件的承载能力;有效改善焊趾的几何形状,大大降低焊趾处的应力集中系数,其效果大大优于TIG工艺;消除焊趾表层微小裂纹和焊接缺陷,抑制裂纹提前萌生;强化金属零件表面,提高表面质量和使用寿命。该设备、节能、、使用方便,不受工件形状、场地、环境的限制,处理效果显著。
超声波消除应力工作原理
超声冲击是一种消除工件表面或焊缝区的残余拉应力,并在工件表面形成压应力的方法。可显著提高焊接接头的疲劳寿命和疲劳强度。焊后处理焊趾部位,使之平滑过渡,从而降低余高造成的应力集中,消除焊趾表面的缺陷;同时在焊趾处产生较大的压缩塑性变形,产生了残余压缩应力,调整了焊接残余应力场,并使焊趾部位得到强化和硬化。以上多方面因素有效地改善了焊接接头的疲劳性能。
超声波消除应力设备简介
我公司 JG系列超声冲击设备控制电源箱采用模块化设计,在采用材料和元器件的基础上应用的生产工艺制造而成。控制电源内部拥有频率锁相跟踪系统,并率先推出了基于全数字化控制电源。实现了频率自动扫描、检测、跟踪,故障自动检测保护,功率调整及阻抗调整可预设控制,人机对话,软件升级等,操作非常方便可靠。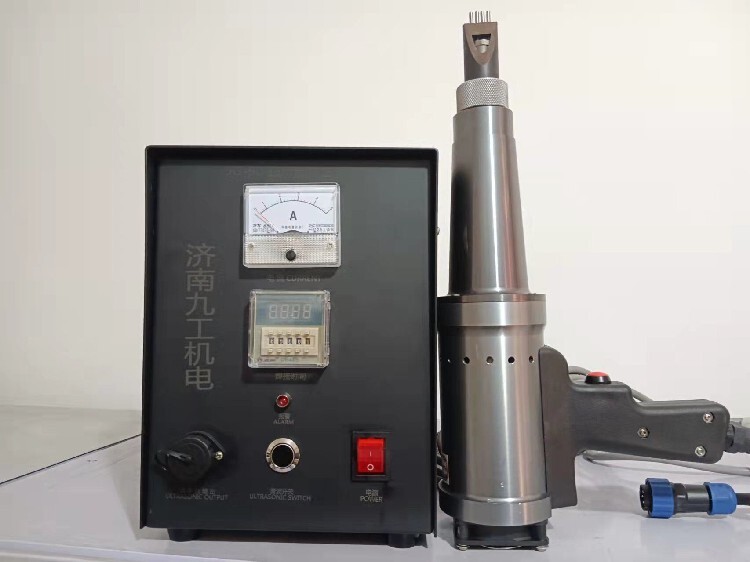
超声波消除焊接应力特点
超声冲击去除应力方法适合焊接应力(焊接过程中产生的应力)。 超声冲击技术的特点是单位时间内输入能量高,实施装置的比能量(输出能量与装置质量之比)大。振动处理频率可高达18KHZ-27KHZ,振动速度可达2m/s-3m/s,加速度高达重力加速度的三万多倍,高速瞬时的冲击能量使被处理焊缝区的表面温度以的速度上升到600℃,又以极快的速度冷却。这种高频能量输入到焊缝区表面后,使能量作用区的表层金属的相位组织发生一定的变化。 使焊缝区的金属表面层内的拉伸残余应力变为压应力,从而能大幅度地提高结构的使用疲劳寿命。 表面层内的金属晶粒变细,产生塑性变形层,从而使金属表面层的强度和硬度有相应的提高。 改善焊趾的几何形状,降低应力集中。 改变焊接应力场,明显减少焊接变形。
主要应用于以下四个方面:
(1)对金属零件表面进行强化处理,以提高零件的表面质量和疲劳寿命;
(2)调节应力场,减少焊接变形,工件的尺寸稳定性;
(3)对机械零件局部焊接修复部位进行消除焊接应力的处理。现在该方法在国外机 械制造工程中,特别是对疲劳性能有较高要求和要求消除残余应力的焊接结构工作中已普遍使用。
(4)改善影响焊缝疲劳性能的几个方面的因素,如:残余应力、微观裂纹和缺陷、焊趾几何形状、表面强化等,是目前提高焊缝疲劳性能有效的方法。
冲击枪优点及应用领域:
不但可以应用于焊接结构的制造过程中,而且可以应用于安装现场,其工件,节能性好,处理速度快,每分钟可处理接近半米的焊缝,不但可以用于平板的对接接头,而且可以方便地处理其它方法很困难处理的管接头。这种方法的劳动条件好,执行机构只有几公斤,整机重量也不大,可以方便地应用到桥梁、采油平台、船舶、机车车辆、压力容器及管道等工况、野外施工和高空现场作业的场合。
- 超声冲击设备,超声波冲击设备
- 超声波焊设备
- 张亮



