上海静安振动时效仪型号,振动时效装置



- 面议
- 2024-10-01 05:57:30
- 振动时效仪,振动时效设备,振动时效装置
- 张亮 13791031859
- 济南九工机电设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
总结:
大量的研究数据说明,振动时效消除应力效果好,比热处理,自然时效,都要经济实用,这也是振动时效在机械制造行业,能够很短的时间普及开来的基本原因。
振动时效工艺采取共振原理:
振动时效设备,利用高频振动消除应力,高频振动通过一定的频率跟一定的周期规律性的振动,促使工件内部残余应力晶体移位降低应力高点的应力,使得整体应力降低到应力平衡点。
振动时效技术适用范围:
振动时效适应于碳素结构钢、低合金钢、不锈钢、铸铁、有色金属(铜、铝、锌及其合金)等铸件、锻件和焊接件及其机加工件。
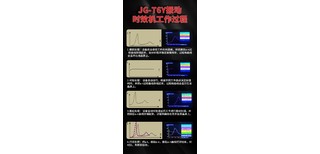
振动时效工艺过程:
1、 振前处理:设备自动寻找工件的共振峰,并把振前a-n过程曲线存储起来,由分析程序确定激振频率,过程和曲线会显示在液晶屏上。
2、 时效处理: 设备自动进行,根据不同工件自动决定处理时间,并把a-t过程曲线存储起来,过程和曲线会显示在液晶屏上。
3、 振后处理: 设备自动对处理后的工件进行振动扫描,并把振后a-n曲线存储起来,过程和曲线会显示在液晶屏上。
4、 打印处理:把a-t,振前a-n,振后a-n曲线打印出来,供对比、判断和留存。
振动时效设备的实质是以共振的形式给工件施加附加动应力,当附加动应力与残余应力叠加后,达到或超过材料的屈服极,工件发生微观或宏观塑性变形,从而降低和均化工件内部的残余应力,并使其尺寸精度达到稳定 。
振动时效机对于消除焊接、铸造应力的效果是非常显著的,在国内外有着几十年的发展和应用,在工件的铸造、焊接、锻造、机械加工等制造过程中,工件内部会产生残余应力。残余应力的存在必然会导致工件变形、开裂,严重影响了工件的尺寸稳定性,降低工件的疲劳寿命。
- 振动时效仪,振动时效设备,振动时效装置
- 振动试验机
- 张亮



