济南九工机电设备有限公司
 第11年
第11年

 第11年
第11年 
第11年

来源:济南九工机电设备有限公司 时间:2024-12-25 12:56:17 [举报]
在振动时效的处理过程中,随着残馀应力的减小和均匀化,工件的共振频率和振幅(或动应力)等发生变化,完成残馀应力的减小和均匀化过程后,这些参数也趋于稳定,振动时效的时间可以根据这些参数的变化情况来决定。 JG系列完全消除了手动操作,通过高度智能化的控制系统,了全自动过程的自动化,时效时间也由设备自身自动判定。
济南九工机电有限公司生产消除应力设备产品,主要包括振动时效处理设备和超声冲击设备,近期有很多客户咨询我公司消除应力设备产品,但是大部分客户只知道购买消除应力设备,但是不了解振动时效设备和超声冲击设备的本质区别。
由于“振动时效处理装置”的振动方式不是利用上下振动,而是利用正玄波进行打击作用,因此振动能量也相应减少。 另一方面,“超声波冲击装置”进行前后的冲击运动,因此输出的能量不会衰减,因此到达工件的有用功远远大于振动时效装置。
振动时效设备生产厂家济南九工机电有限公司销售,振动时效仪配件,振动时效激振器电机,转速测速装置,高速打印机品牌供应,质量可靠!本公司产品当天订单,当天发货,绝无延期。公司资质,欢迎来厂参观洽谈。
振动时效设备是他的应用得到广大用户的认可,并逐渐发展起来的。 这类设备的运用,在生产中起到了很大的推动作用,既能稳定构件变形,提高变形抗力,提高构件尺寸精度,又能有效降低和平衡构件残余应力,提高使用强度和疲劳寿命。
济南九工机电生产振动时效设备、振动时效仪、超声冲击设备、应力检测仪器。是国内应力消除和应力检测领域的企业。公司具有雄厚的科研力量和完善的生产工艺流程,确保公司出厂的每一台设备品质的精益求精。
振动时效也可看作在周期动应力作用下循环应变,金属材料内部晶体位错运动使微观应力增加,达到调节应力稳定构件尺寸的过程。
在实际加工中,工件的重量、体积、结构形状具有多样性,在振动时效前很准确制定出各工艺参数,工件的主振频率、辅振频率、激振力及激振点和支承点位置等参数通过调整才能准确得出。
振动时效(VSR)就是在激振设备周期性——激振力的作用下在某一频率使金属构件共振,形成的动应力使构件在半小时内进行数万次较大振幅的亚共振振动,使其内部残余应力叠加,达到一定数值后,在应力集中处,会超过屈服极限而产生微小的塑性变形,降低该处残余应力,并强化金属基体;而后振动在其余应力集中部分产生同样作用,直至不能引起任何部分塑性变形为止,从而使构件内残余应力降低和重新分布,处于平衡状态,提高材料的强度。构件在后序安装使用中,因不再处于共振状态,不承受比共振力更大外力作用,振后构件不会出现应力变形。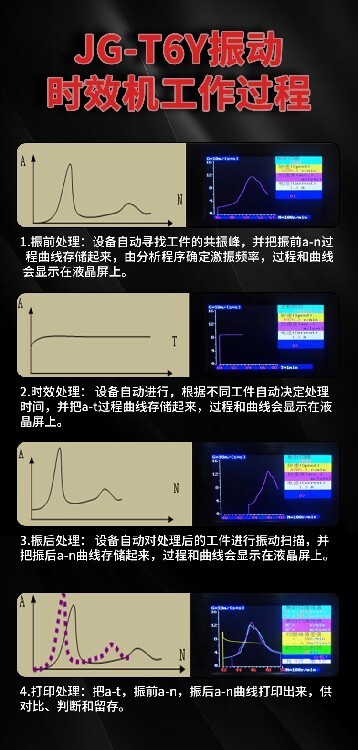
振动时效设备的构造和工作过程详解
机械加工过程中,为了零件在毛坯或粗加工情况下仍然具有的切削性能,需要对毛坯或粗加工的轴类零件进行消除内部剩余应力的处理。这种消除内部剩余应力的处理技能主要有两种,一种是调质处理,另一种是振荡时效消除应力。其中,振荡时效处理是经过振荡的方法给轴类零件施加一个动应力,当施加的动应力与轴类零件自身的剩余应力叠加后,到达或材料的微观屈从极,轴类零件就会发生微观或宏观的部分、全体的弹性塑性变形,一起下降并均化轴类零件内部的剩余应力,终究到达避免轴类零件在车削等精加工工序及投入使用后的变形与开裂,稳定轴类零件的尺寸与几许精度。 现在,对包括轴类零件在内的零件进行振荡时效处理的遍及方法是,将毛坯或粗加工好的零件从机床上卸下,搬移至振荡时效处理场地、放置在具有必定弹性的支撑体上,再将激振器安装在被处理零件上、经过激振器对被处理零件输出消除内部剩余应力的激振力,待振荡时效处理好后,再将零件搬移至对应机床进步行相应的精加工。
标签:振动时效设备规格,广东振动时效设备,振动时效设备厂家电话,振动时效设备参数






