济南九工机电设备有限公司
 第11年
第11年

 第11年
第11年 
第11年

来源:济南九工机电设备有限公司 时间:2024-10-30 15:51:51 [举报]
★可将焊趾处的焊接余高,凹坑咬边等现象理想化处理至几何过度,降低应力集中系数。
★可去除焊趾处的围观裂纹,弥补熔渣缺陷,同时抑制裂纹提前萌生。
★ 用于消除焊接残余应力可完全替代热处理等时效方法。
★ 冲击枪设计,消除了传统时效设备和同行业设备操作笨重,现场无法操作的难题,减少了现场人员劳动量。
★ 对大型结构件的焊缝现场处理、低焊缝处理、焊接修复焊缝的应力消除效果更佳。
★ 超宽的频率跟踪范围,可有效跟踪外界因素影响引起的频率变化
★ 采用压电陶瓷换能器,输出强劲,使用寿命长。
★ 经济、实用、环保、节能、安全、。
JG-90超声波消除应力机详细参数
1、输出功率:1500W
2、输出频率:20KHz
3、输出振幅:100±5um
4、换能器类型:压电陶瓷
5、连续工作时间:18h
6、冷却方式:风冷
7、处理速度:0.1m~0.5m/min
8、电压:AC 220V 50HZ
9、冲击枪重量:3.6KG
超声波消除应力方法:
消除应力普遍的解决办法是进行热时效处理,但热时效同时存在许多方面的问题,比如需要处理的工件尺寸超过时效炉的大处理范围,时效过程中升降温速度难以控制等,而且热时效的成本非常高,运输也较为繁琐。超声冲击焊缝技术的应用解决了热时效存在的诸多问题,可就地针对焊缝进行时效处理,不需要更换场地,而且大大降低了时效成本,改善了时效效果的不确定性。
超声波消除焊接应力特点
超声冲击去除应力方法适合焊接应力(焊接过程中产生的应力)。 超声冲击技术的特点是单位时间内输入能量高,实施装置的比能量(输出能量与装置质量之比)大。振动处理频率可高达18KHZ-27KHZ,振动速度可达2m/s-3m/s,加速度高达重力加速度的三万多倍,高速瞬时的冲击能量使被处理焊缝区的表面温度以的速度上升到600℃,又以极快的速度冷却。这种高频能量输入到焊缝区表面后,使能量作用区的表层金属的相位组织发生一定的变化。 使焊缝区的金属表面层内的拉伸残余应力变为压应力,从而能大幅度地提高结构的使用疲劳寿命。 表面层内的金属晶粒变细,产生塑性变形层,从而使金属表面层的强度和硬度有相应的提高。 改善焊趾的几何形状,降低应力集中。 改变焊接应力场,明显减少焊接变形。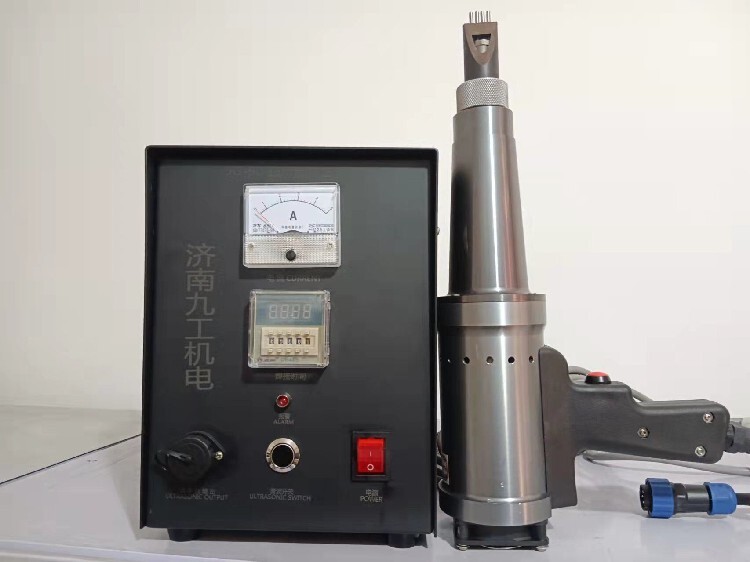
主要应用于以下四个方面:
(1)对金属零件表面进行强化处理,以提高零件的表面质量和疲劳寿命;
(2)调节应力场,减少焊接变形,工件的尺寸稳定性;
(3)对机械零件局部焊接修复部位进行消除焊接应力的处理。现在该方法在国外机 械制造工程中,特别是对疲劳性能有较高要求和要求消除残余应力的焊接结构工作中已普遍使用。
(4)改善影响焊缝疲劳性能的几个方面的因素,如:残余应力、微观裂纹和缺陷、焊趾几何形状、表面强化等,是目前提高焊缝疲劳性能有效的方法。
特点:
1、功率高,冲击效果好。
2、可靠性高,使用寿命长。
3、重量轻,便携,操作非常方便。
4、设计精良,使用面广。
5、显著节能,降低费用 。
6、使金属焊缝的表面层内的残余拉伸应力变为压应力,从而大幅提高金属结构的疲劳寿命。
7、改变表面层内的金属晶粒结构,使之产生塑性变形层,从而使金属表面层的强度和硬度都有显著的提高。
8、改善焊趾的几何形状,降低应力集中。
9、改变焊接应力场,明显减少焊接变形,提高工件的尺寸稳定性。
标签:超声冲击设备型号,闵行超声冲击设备,超声冲击设备批发,江苏超声冲击设备







