济南九工机电设备有限公司
 第11年
第11年

 第11年
第11年 
第11年

来源:济南九工机电设备有限公司 时间:2024-12-24 14:53:30 [举报]
振动时效设备对残余应力的影响 。零件内部的残余应力是使其尺寸精度不稳定的主要原因。影响稳定性的不仅是残余应力数值的大小,应力分布的均匀性也有着重大的影响。振动时效设备对减少和均化残余应力皆有良好作用,残余应力消除率在30%-80%。
在振动时效的处理过程中,随着残馀应力的减小和均匀化,工件的共振频率和振幅(或动应力)等发生变化,完成残馀应力的减小和均匀化过程后,这些参数也趋于稳定,振动时效的时间可以根据这些参数的变化情况来决定。 JG系列完全消除了手动操作,通过高度智能化的控制系统,了全自动过程的自动化,时效时间也由设备自身自动判定。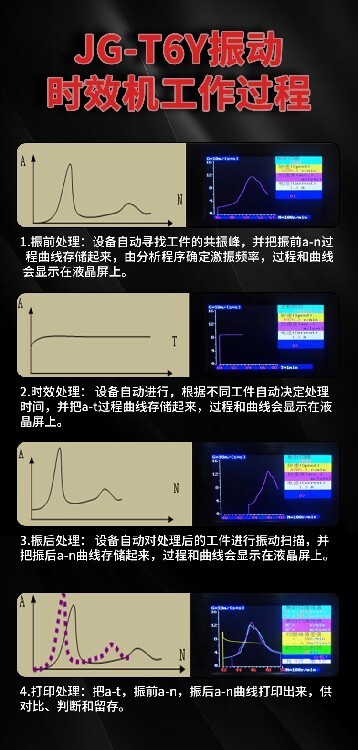
振动时效是我国推广的“、节能、环保”技术,以振动形式对工件施加一个动应力,动应力与工件自身的残余应力叠加后,达到或超过材料的微观屈服极限,使工件出现微观或宏观局部,整体这对于企业提高产品质量,降低时效成本,提高生产效率,解决燃煤热时效对环境污染问题具有重要意义。
振动时效的过程实质上是金属材料内部晶体位错运动、增殖、塞识和缠结的过程 振动时效优于稳定工件尺寸精度,提高静音、动态载荷变形能力。 这也是机床行业大多应用振动时效技术的原因之一。 从微观上看,当温度达到零度以上时,金属原子总是进行质子运动,这些原子质子在自残馀应力的影响下处于不平衡运动状态,但需要能量才能回到平衡位置。 振动时效是对金属元件提供机械能,限制金属原子复位,释放残余应力,提高金属原子返回平衡位置的速度。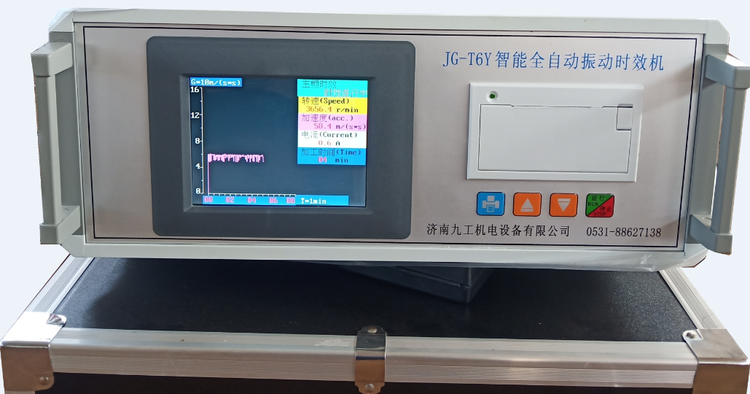
振动时效也可看作在周期动应力作用下循环应变,金属材料内部晶体位错运动使微观应力增加,达到调节应力稳定构件尺寸的过程。
在实际加工中,工件的重量、体积、结构形状具有多样性,在振动时效前很准确制定出各工艺参数,工件的主振频率、辅振频率、激振力及激振点和支承点位置等参数通过调整才能准确得出。
振动时效(VSR)就是在激振设备周期性——激振力的作用下在某一频率使金属构件共振,形成的动应力使构件在半小时内进行数万次较大振幅的亚共振振动,使其内部残余应力叠加,达到一定数值后,在应力集中处,会超过屈服极限而产生微小的塑性变形,降低该处残余应力,并强化金属基体;而后振动在其余应力集中部分产生同样作用,直至不能引起任何部分塑性变形为止,从而使构件内残余应力降低和重新分布,处于平衡状态,提高材料的强度。构件在后序安装使用中,因不再处于共振状态,不承受比共振力更大外力作用,振后构件不会出现应力变形。
标签:广东振动时效设备,振动时效设备批发,肇庆振动时效设备,振动时效设备厂家






