江苏南通多功能振动时效装置价格





1/6
- 面议
- 2025-01-28 14:57:27
- 振动时效装置,振动时效机,振动时效仪
- 张亮 13791031859
- 济南九工机电设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
振动时效是我国推广的“、节能、环保”技术,以振动形式对工件施加一个动应力,动应力与工件自身的残余应力叠加后,达到或超过材料的微观屈服极限,使工件出现微观或宏观局部,整体这对于企业提高产品质量,降低时效成本,提高生产效率,解决燃煤热时效对环境污染问题具有重要意义。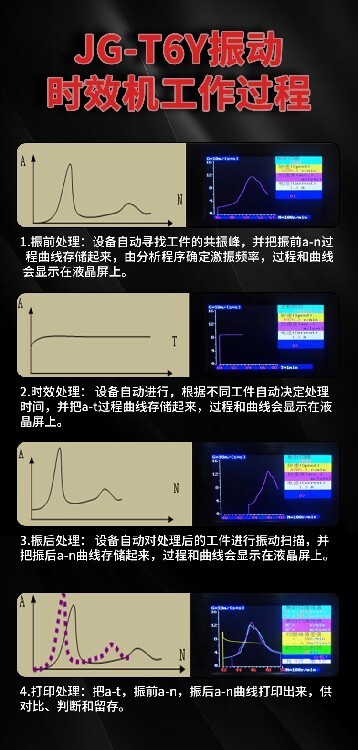
在微观分析中,振动时效可以看作是作为周期载荷应用于零件的附加动态应力。 在失准、光栅滑移等金属学理论中,振动时效处理过程实际上是在工件共振状态下为工件各部位提供一定的动能。 如果该能量值与微观组织自身原始能量值之和足以克服微观组织周围的形势,微观区域必然发生塑性变形,产生残馀应力的扭曲晶格逐渐恢复平衡状态,产生应力。
振动时效器由完整的主控制箱、冲击器、传感器、印刷系统、弹性垫、子卡工具和相关连接电缆组成,用于需要降低工件内部残余应力、提高材料机械性能和加工尺寸精度的场合。 可用于黑色金属材料或有色金属材料的组件或组件。
振动时效器设备容易移动,可以在任何地方现场处理。 不受零件大小和材料的限制,从几十公里到几百吨的零件都可以使用设备。 特别是在某些大型部件无法进行热时效处理的情况下,振动时效更为明显。
振动时效的特点
1.处理时间短; 2.节能环保; 3.运用简略,对操作者无特殊要求; 4.便利灵活,和随意调整时效地点; 5.关于常用工件,可批量处理。
经过焊接、切削、热处理等一系列加工制造工艺后,内部不可避免地产生残余应力,影响零部件的尺寸稳定性、精度、疲劳强度和加工性能,促进零部件内部裂纹的产生、扩展和应力腐蚀。因此,调整零部件内部残余应力分布状态,消除零部件内部的大应力,消除零部件内部的残余应力,使其均匀化,需要不同的时效方法。
- 振动时效装置,振动时效机,振动时效仪
- 振动试验设备
- 张亮
济南九工机电设备有限公司为你提供的“江苏南通多功能振动时效装置价格”详细介绍



